5.5.6
- Sistemas pressurizados
Neste processo, os dois
componentes básicos (A - isocianato e B - poliol) são pressurizados em cilindros
separados. Os sistemas para pré-expansão contêm um hidrofluorcarbono (HFC 134
a) (Capítulo 2) de baixo
ponto de ebulição, que é misturado com um ou ambos os componentes. Os dois materiais
são injetados através de um misturador estático, em proporções adequadas, sendo
depois expelidos. Nos sistemas para pré-expansão, o rápido abaixamento de pressão
que se verifica quando os produtos químicos entram no misturador estático, origina
a volatilização de parte do HFC, criando assim um material similar à espuma
de barbear fornecida em aerossol.
Este material continua
a expandir-se após a saída do misturador, devido à expansão do HFC gasoso resultante
do calor de reação do poliol e isocianato. Finalmente, num espaço de tempo curto,
a espuma obtém resistência suficiente para suportar as pressões geradas pela
expansão do gás, completa o seu crescimento, e é iniciado o processo de cura.
O produto final é uma espuma celular homogênea com múltiplas células finas e
fechadas, cada uma contendo uma certa quantidade do HFC gasoso.
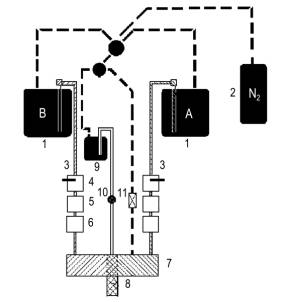
Descrição
do equipamento - O diagrama,
mostrado na Figura 5.19 ilustra de forma esquemática as várias partes que compõem
o equipamento. O sistema é composto pelos cilindros de material (l), que são
pressurizados pelo sistema de suprimento de nitrogênio (2), originando o enchimento
dos tubos pescadores dos cilindros, blocos de entrada e mangueiras (3), válvulas
de esfera (4), filtros (5), controladores de fluxo (6) e conjunto da pistola
(7) até à saída do produto pelo misturador estático (8).
Quando o gatilho é
acionado, os dois componentes fluem juntos para a câmara da pistola e começam
a transformar-se em uma mistura homogênea à medida que atravessam o misturador
estático (8), saindo sob a forma de espuma, e após ser completada a reação química
resultando na espuma de PU. O sistema contém um tanque de solvente (9), que
é ligado ao conjunto da pistola por um registro (10) para limpeza do material
residual após a aplicação. Ao conjunto da pistola é também conectada uma linha
de ar/nitrogênio que provem de um regulador secundário, e é acionado através
de um registro de ar/nitrogênio (11), que ajuda na operação de limpeza e seca
o excesso de solvente. O sistema é completamente integrado e dispensa qualquer
fonte de energia externa além da pressão do nitrogênio.
|
|
1 - cilindros dos componentes;
2 - suprimento de nitrogênio;
3 - blocos de entrada e mangueiras;
4 - válvulas de esfera;
5- filtros;
6 - controladores de fluxo;
7- conjunto da pistola;
8 - misturador estático;
9 - tanque de solvente;
10 - registro;
11 - registro de ar/nitrogênio.
|
Figura
5.19 Esquema
de um sistema pressurizado
5.5.7
- Sistemas de um componente (OCF's)
Estes sistemas
são bastante utilizados na construção civil em molduras, e na selagem de portas,
janelas, junção de painéis e tábuas do assoalho e no isolamento de tubulações.
São comercializados em cilindros pressurizados ou em aerossóis, acoplados a
válvulas distribuidoras, projetadas para expelir uma faixa de material líquido.
Os sistemas OCF's consistem de um prepolímero a base de MDI (Tabela 5. 12) expandidos
por misturas de propano/butano, ou HCFC's, para dar a viscosidade e densidades
desejadas. A amina usada como catalisador não deve afetar a estabilidade do
prepolímero. A dimorfolinadietiléter (DMDEE) é utilizada para combinar propriedades
de tempo de vida longo com boas propriedades da mistura. Porém, devido à formação
rápida da pele da espuma, a cura do coração é freqüentemente prolongada. Neste
caso, a expansão da espuma pode ser observada por 24 horas ou mais. O uso da
dimorfolinapolietilenoglicol (DMPEG) resulta em um perfil de cura do coração
e da pele mais adequado. Neste caso a cura no coração é acelerada reduzindo
a tendência de expansão, sem afetar a reatividade e estabilidade do sistema.
Tabela 5.12 - Sistema
típico de OCF
A estabilidade
do prepolímero é de extrema importância e pode ser controlada pela acidez e
níveis de Fe do MDI polimérico utilizado (Tabela 5.13).
Tabela 5.13 - Propriedades de MDIs poliméricos para OCFs
|
Propriedades típicas
|
MDI P1
|
MDI P2
|
MDI P3
|
|
Teor
de NCO (%)
|
31
|
30,9
|
30,9
|
|
Viscosidade
(mPas a 25 oC)
|
180-220
|
180-220
|
180-220
|
|
Teor
de ferro (ppm)
|
<5
|
<12
|
<12
|
|
Acidez
(ppm)
|
140-170
|
185-225
|
<400
|
|
Funcionalidade
média
|
2,7
|
2,7
|
2,7
|
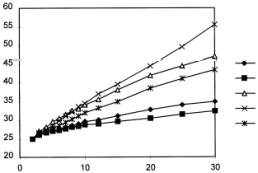
Baixos níveis de Fe
e altos de acidez resultam em MDI's com menor reatividade (Figura 5.19), diminuindo,
desta maneira a ocorrência de formação de ligações cruzadas alofanato e biureto
(Capítulo 1)
que afetam a estabilidade do prepolímero.Nestes sistemas, após a aplicação,
a mistura reagente uma vez exposta ao ar, inicia a cura do prepolímero se pela
reação com a umidade atmosférica.
|
Temperatura (oC)
|
|
2,5 ppm de Fe e 150 ppm de acidez
2,5 ppm de Fe e 350 ppm de acidez
7,5 ppm de Fe e 250 ppm de acidez
12,0 ppm de Fe e 150 ppm de acidez
12,0 ppm de Fe e 350 ppm de acidez
|
| |
Tempo em minutos
|
Figura 5.19 - Efeito dos níveis de Fe e acidez na reatividade do
MDI
5.5.8
- Espumas rígidas integrais (Capítulo
4)
Espumas de baixa densidade
com pele fina ou celular, são moldadas para formar estruturas rígidas, com coração
de espuma, para artigos como armações de cadeiras, os quais, podem ou não ser
reforçados com fibra de vidro, etc. As espumas estruturais são particularmente
usadas na fabricação de peças grandes, como cabina de computadores, máquinas
de escritório e outros equipamentos especiais, bem como substituir madeira em
mobiliários decorativos. As espumas de poliuretano (PUR) e as de polisocianurato
(PIR) podem ser fabricadas por moldagem por injeção e reação (RIM) ou derramamento
de massa reagente em moldes abertos. As espumas estruturais de alta densidade
são feitas a partir de sistemas de dois componentes especialmente formulados,
para a obtenção de estruturas sanduíches com um coração celular de baixa densidade
recoberto por uma pele densa. A densidade média dos artigos de espuma estrutural,
com pele integral, pode variar de 250 kg/m3 a 800 kg/m3.
6
- Elastômeros de PU